械有限公司")
取消
清空記錄
歷史記錄
清空記錄
歷史記錄



傳統(tǒng)游離磨料研磨原理
傳統(tǒng)游離研磨裝置如圖 1.2 所示,電動(dòng)機(jī) 6 通電后,通過(guò)蝸輪 7 減速,帶動(dòng) 研磨盤(pán) 4 慢速旋轉(zhuǎn),研磨盤(pán)用軸承 5 支撐在研磨機(jī)機(jī)架上,工件 2 與分離器 3 一 起置于研磨盤(pán)上,工件 2 上還壓有重物 1,研磨盤(pán)帶動(dòng)工件和分離器轉(zhuǎn)動(dòng)時(shí),研 磨盤(pán)與工件和分離器之間也存在著相對(duì)運(yùn)動(dòng),工件通過(guò)散落于研磨盤(pán)上的磨料與碩士學(xué)位文章 5 磨盤(pán)接觸,研磨盤(pán)上的磨料就對(duì)工件產(chǎn)生了研磨作用。分離器3 的作用是對(duì)分布 在分離器上的多個(gè)工件進(jìn)行定點(diǎn),避免工件之間的相互碰撞,重物 1 的作用是增 大工件對(duì)磨料的正壓力,提高磨料與工件間的摩擦力,以提高研磨加工效率。
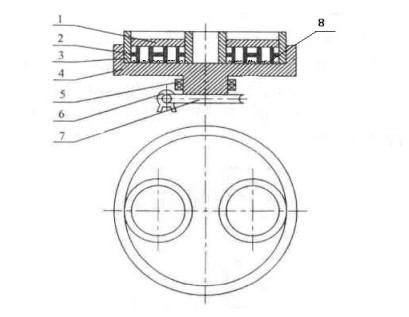
圖 1.2 游離磨料研磨加工原理圖
1-重物;2-工件;3-分離器;4-磨盤(pán); 5-軸承;6-電動(dòng)機(jī);7-渦輪;8-磨料
研磨盤(pán)材質(zhì)一般用鑄鐵,有的也采用黃銅,磨料硬度必須大于被研磨玻璃的硬度。磨料與水或油等流體混合形成砂漿,砂漿中的磨粒存在于研磨盤(pán)與玻璃之 間,磨粒隨研磨盤(pán)轉(zhuǎn)動(dòng),在研磨盤(pán)與玻璃間的磨粒在回轉(zhuǎn)過(guò)程中又可能斷續(xù)地?cái)D 入玻璃表面,使玻璃表面產(chǎn)生垂直龜裂、水平龜裂或圓錐龜裂,其中水平龜裂和 圓錐龜裂使玻璃表面破壞,使玻璃表面的凸起處研磨掉[23]。這種方法加工精度較 高、工設(shè)備簡(jiǎn)單、加入少,但也存在著一些缺點(diǎn),如:
1 砂漿流下后隨著磨盤(pán)轉(zhuǎn)動(dòng)分散分布進(jìn)行研磨,磨盤(pán)應(yīng)避免轉(zhuǎn)速太高,防止 磨料向四周發(fā)散狀飛濺,浪費(fèi)磨料,但同時(shí)由于磨盤(pán)轉(zhuǎn)速較低研磨加工效率很難 提高;
2 研磨一段時(shí)間后,砂漿中磨料與從加工工件上去除的磨屑直接混合在一 起,無(wú)法分離,長(zhǎng)時(shí)間使用后,砂漿的切削作用降低,為提高效率,砂漿不能再 用,這既浪費(fèi)了能源、又浪費(fèi)了磨料;
3 砂漿中磨料在磨盤(pán)上的分布是隨機(jī)的,其分布密度不均。這容易造成磨料 對(duì)工件研磨切削量不均,工件面形精度不易操控;特別是磨料與工件間的相對(duì)運(yùn)顯示屏玻璃加工用樹(shù)脂金剛石研磨盤(pán)的制備及磨削性能研究 6 動(dòng)具有隨機(jī)性,這也增加了影響工件面形精度的不確定因素,降低了加工精度的 穩(wěn)定性;
4 在研磨加工過(guò)程中,磨料間既有相互碰撞,又有相對(duì)運(yùn)動(dòng)和磨擦作用,造 成了磨料的無(wú)益損耗,增加了磨料和能源的浪費(fèi);
5 在研磨過(guò)程中,大尺寸的磨料頂在磨盤(pán)和工件之間,承受較大的壓力,而 小尺寸的磨料所受到的壓力小,甚至不受壓力,這使得大顆粒磨料切削深度大, 產(chǎn)生的劃痕深,影響表面質(zhì)量。因此為提高工件表面質(zhì)量,游離研磨對(duì)磨料的尺 寸均勻性和顆粒形狀要求較高;
6 在研磨過(guò)程中,磨盤(pán)也會(huì)產(chǎn)生磨損,這一磨損將影響加工工件的面形精度, 這就要求經(jīng)常修整磨盤(pán),增加了無(wú)效工作時(shí)間;
7 研磨時(shí)大粒度磨料有可能會(huì)殘留在工件中被帶到精磨加工工序中,影響精 加工質(zhì)量,這就要求每到工序需要清洗工件增加了勞動(dòng)強(qiáng)度;
8 在研磨加工過(guò)程中,較硬的磨料容易嵌入較軟的工件表面內(nèi),影響工件的 使用性能;
9 游離磨料容易撒落,造成環(huán)境的粉塵污染。
正是因?yàn)榇嬖谥鲜龅牟蛔阒?傳統(tǒng)的游離磨料研磨應(yīng)用受到了一定的限制。

 瀏覽器自帶分享功能也很好用哦~
瀏覽器自帶分享功能也很好用哦~械有限公司網(wǎng)站成功上線!")
應(yīng)用領(lǐng)域不斷拓展")
助力金屬加工行業(yè)升級(jí)")
助力精密零部件加工")
