
取消
清空記錄
歷史記錄
清空記錄
歷史記錄



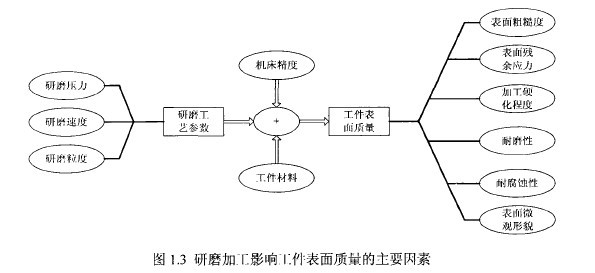
影響平面研磨技術工件表面質量的主要因素
如圖1.3所示。
(1)研磨運動軌跡。所謂的研磨運動軌跡,就是工件在研磨運動中,其表面上某一 點運動經過的“路線”。研磨運動的要點是實現磨料的切削運動,因而它的運動狀況如何, 將直接影響研磨的加工精度及生產效率,為此,合理地選定運動方式是研磨加工中極為 重要的一步。
(2)研磨速度。研磨速度是指工件與磨具的相對速度。在一定條件下,增大研磨 速度可以提高研磨效率。但當速度過高時,由于離心力的作用,加工平穩性就會降低, 研具磨損加快,從而影響研磨加工精度。合理的選擇研磨速度應考慮加工精度、工件的 材質、硬度、重量、研磨面積等,同時也要考慮研磨的加工方式等多方面的因素。一般 粗加工多用較低速、較壓力力;精加工多用低速、較低壓力。
(3)研磨時間。研磨時間和研磨速度這兩個研磨工藝參數是密切相關的。研磨時間 過長,不僅加工精度趨向穩定不再提高甚至會因過熱變形而喪失精度,并使研磨效率降 低。實踐表明,在研磨的初始階段,工件幾何形狀誤差的去除和表面光潔度的改善較快, 而后則逐步緩慢下來。
(4)研磨壓力。研磨過程中,工件與磨具的接觸面積由小到大,適當地調整研磨壓 力,可以獲得較高的加工效率和較高的表面光潔度。研磨的壓力不能太大,若磨粒硬度 較高而研磨壓力太大時,磨粒很快被壓碎,使切削能力降低。當磨粒硬度較低而研磨壓 力過大時,磨粒會被大量嵌進磨具表面,使切削能力增強,但因研磨功率加劇而導 致工件和磨具受熱、變形,直接影響到研磨的質量和磨具的使用壽命。反之,研磨的壓 力也不能太小,壓力太小會使切削能力降低,同時生產效率也會降低,因為,在一定范 圍內,研磨壓力與效率成正比。
(5)研磨劑。研磨劑是由磨料、粘合劑、活性添加劑等混合而成,有液態、膏狀和 固態三種,以適應不同加工的要求。液態研磨劑用于機動研磨;膏狀、固態研磨劑用于 手動研磨。常用的磨料有金剛石粉、細粒度的立方氮化硼B4C、碳化硅、氧化鋁 等。
(6)磨料的影響。磨料的含義是隨近代科學技術而 發展的。1982年出版的《科學技術百科辭典》這樣 描述磨料:“磨料是用于打磨或磨削其他材料的硬度極高的材料。磨料既可以單獨應用, 也可以制成砂輪或者涂附在紙或布上應用。” 1983年《英漢雙解技術詞典》是這樣定義 的:“磨料是一種用于打磨或磨削物體表面的物質,例如:砂子、金剛砂、碳化硅。” 1992 年地方生產工程研究會編著的《機械制造技術辭典》對磨料有較好的定義,“磨料(天然的或人造的)是具有顆粒形狀的和切削能力的天然或人造材料”。磨粒是研 磨加工的“工具”,在加工中的起著切削作用。(1)具有相當高的硬度。磨料硬度要高于被加工的工件。一般磨料硬度越高,切削 性能越好,耐磨燭性能也越好。(2)具有一定的軔性,以保持磨料的切削刃;又要有一定的自銳性,使磨粒變鈍后 在一定的工作壓力下碎裂,露出新的銳利的切削刃繼續進行有用的磨削。(3)形狀和粒度均勻一致,某型號磨料顆粒的尺寸應限制在一定范圍內,同時磨料中磨粒 粒徑按一定比例分布,加工時不同磨粒承擔不同的研磨壓力。(4)具有一定的高溫穩定性。因為在研磨加工中,磨料和工件的接觸區域會產生大 量的熱,局部溫度可高達1500度,所以磨料應該能夠在高溫下保持其固有的硬度和良好 的機械性能。(5)具有一定化學穩定性。磨料在磨削高溫下,與被加工材質之間往往有一定的化 學反應,所以應該保證磨料的化學穩定性,避免工件、磨具和冷卻液之間發生化學反應。

 瀏覽器自帶分享功能也很好用哦~
瀏覽器自帶分享功能也很好用哦~



